Двоструко убризгавање у калупе

Кратак опис:
Двоструко убризгавање у калупе је поступак обликовања пластике у којем се истовремено убризгавају два комплета калупа на исту машину за убризгавање да би се формирао један део два различита пластична материјала.
Двоструко убризгавање у калупе (назива се и двоструко шутирање, двобојно убризгавање).
Двоструко убризгавање у калупе је поступак пластичног калуповања у којем се истовремено убризгавају два комплета калупа на исту машину за убризгавање да би се формирао један део два различита пластична материјала. Понекад су два материјала различите боје, понекад су два материјала различите тврдоће и мекоће, чиме се постижу потребна механичка својства и естетика производа.
Примена калупа и делова са двоструким убризгавањем у пластику
Пластични делови произведени двоструким убризгавањем у калупе широко се користе у електронским производима, електричним алатима, медицинским производима, кућним апаратима, играчкама и готово свим осталим пољима од пластике. Производња и калупи двобојних калупа, као и истраживање и развој двобојних машина за бризгање и сировине за двобојне калупе, такође су се брзо развили.
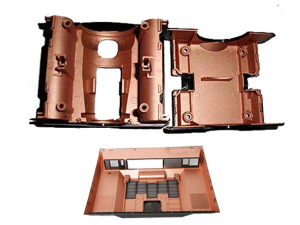
Витрина делова са двоструким убризгавањем
Користе се две различите врсте пластике, а производи од пластике који се могу јасно разликовати између две врсте пластике називају се делови са двоструким убризгавањем.
Која је предност двоструког убризгавања у калупе?
У поређењу са традиционалним ињекционим прешањем, поступак дво-материјалног убризгавања у калуп има следеће предности:
1. Унутрашњи и спољни слојеви делова усвајају различите материјале са различитим карактеристикама, попут оних са добром чврстоћом у унутрашњем слоју и оних са бојом или зрном на спољној површини, како би се постигли свеобухватни учинак и изглед.
2. Координација материјала меког и тврдог: Главни део дела користи тврде материјале, површина за подударање склопа помоћу еластичне меке смоле (ТПУ, ТПЕ) може имати врло добар ефекат заптивања на производу, као што је водоотпоран, отпоран на прашину.
3. Према различитим карактеристикама употребе, попут површинског слоја тешких делова, користи се мекана пластична смола, тело или језгро дела користи тврду пластичну смолу или пенаста пластика може смањити тежину.
4. Нискоквалитетни основни материјали могу се користити за смањење трошкова.
5. Материјал језгра делова може користити скупе и посебне површинске особине, као што су анти-електромагнетне сметње, висока проводљивост и други материјали за повећање перформанси производа.
5. Површина или језгро делова могу бити израђени од скупих материјала са посебним својствима, као што су анти-електромагнетне сметње, висока проводљивост и други материјали за повећање перформанси производа.
6. Правилно мешање кортикалних и језгровитих материјала може смањити заостали стрес, повећати механичку чврстоћу или површинске особине делова.
7. У поређењу са преливањем, има велике предности у квалитету, цени и продуктивности.
Недостатак двоструког убризгавања у калупе
1. Неопходно је уложити у куповину машине за двоструко убризгавање у калупе.
2. Поклапање калупа са двоструким убризгавањем захтева прецизност: задњи калупи имају исте захтеве. Када производ има промене у дизајну, оба калупа морају извршити исте промене како би се осигурало исто. Ово додаје радно оптерећење одржавању матрице.
3. Машина за двоструко убризгавање у калупе је да два пара калупа деле простор и снагу исте машине за бризгање, тако да се производи великих размера не могу убризгати.
Разлика између поступка двоструког убризгавања у калупе и поступка преливања
Двоструко убризгавање и преливање су секундарно убризгавање, али се прилично разликују.
1. Калупи за прекомерно обликовање, познати и као секундарно калупирање, изводе се на обичним машинама за бризгање. Производ се формира у две фазе. Након што се производ уклони из једног комплета калупа, ставља се у други сет калупа за друго бризгање. Због тога се за поступак преливања користи уобичајена машина за бризгање.
2. Двоструко бризгање је да се две врсте пластичних материјала убризгавају у исту машину за бризгање, формирајући два пута, али производ излази само једном. Генерално се овакав поступак обликовања назива и бризгањем двоструког материјала, који се обично довршава са два сета калупа и захтева посебну машину за двоструко убризгавање у калупе.
3. Двоструко убризгавање у калупе је континуирани начин производње. Не врши вађење и постављање делова у средину, штеди време и грешке при поновном постављању делова, у великој мери смањује стопу лоше производње и у великој мери побољшава квалитет производа и ефикасност производње у поређењу са поступком преливања.
4. Процес прекомерног обликовања погодан је за бризгање производа са захтевима ниског квалитета и малим поруџбинама. Ограничен спецификацијама машине за двоструко убризгавање у калупе, углавном није погодан за убризгавање већих делова.
5. Два предња калупа калупа за двоструко убризгавање морају бити идентична, а калупи за инкапсулацију немају овај захтев. Стога су прецизност и трошкови калупа за двоструко убризгавање већи од оних у капсулираним калупима за убризгавање.
Савети поступка двоструког убризгавања у калупе:
1. У процесу двоструког убризгавања у калупе постоје четири основна елемента: машина за двоструко убризгавање, калуп за двоструко убризгавање, одговарајући пластични материјал и разуман дизајн делова.
2. Избор материјала за двоструко убризгавање у меку и тврду гуму Мора постојати одређена температурна разлика између тачке топљења две врсте материјала за двобојно бризгање. Генерално, препоручује се да тачка топљења првог материјала за ињектирање буде виша од тачке топљења другог материјала за ињектирање и да тачка топљења првог материјала за ињектирање буде виша од тачке топљења другог материјала за ињектирање.
3. Редослед убризгавања прозирних и нетранспарентних материјала: први хитац је направљен од нетранспарентних материјала, а други хитац је направљен од прозирних материјала. На пример, нетранспарентни материјали су обично рачунари са високом температуром материјала, а за други прозирни материјал користе се ПММА или ПЦ. ПЦ треба заштитити прскањем УВ. ПММА може одабрати УВ или очвршћавање. Ако на површини постоје знакови, мора одабрати УВ.
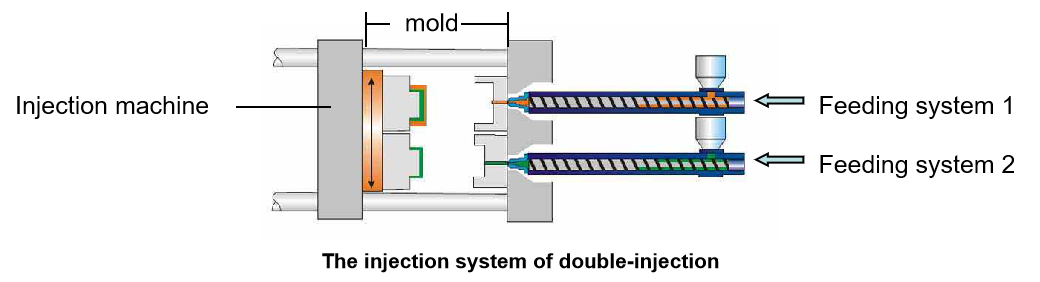
Шта је машина за двоструко убризгавање у калупе?
Машина за ливење под притиском са две цеви и системом убризгавања и механизмом за претварање положаја калупа назива се машина за двоструко убризгавање у калупе, која се користи за двоструко бојење убризгавањем. Машине за убризгавање у калуп обично имају две врсте: машине за паралелно убризгавање у калуп са вијком за убризгавање и вертикалне машине за убризгавање у калуп са вијком за убризгавање.

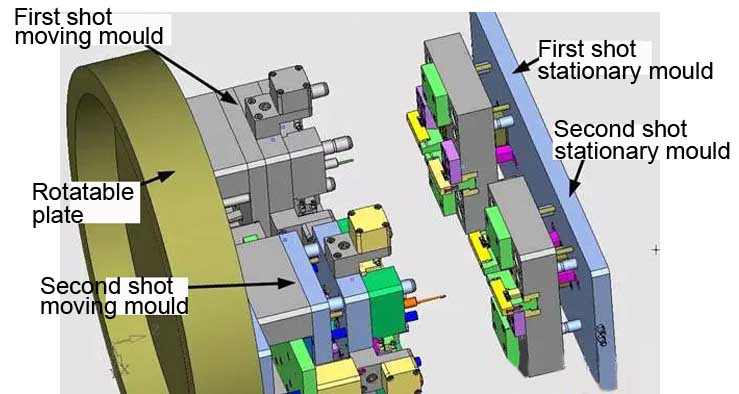
Шта је калуп са двоструким убризгавањем?
Калуп који убризгава две врсте пластике узастопно и производи двобојне производе назива се двобојни калуп. Двобојни калупи за убризгавање су обично два комплета калупа за један део, који одговарају првом и другом снимку. Задња матрица (мушка коцка) две матрице је иста, али предња матрица (женска матрица) је другачија.
Калупи за двоструко убризгавање морају се инсталирати на машини за двоструко убризгавање у калупе како би се нормално производило.
Савети за дизајн калупа са двоструким убризгавањем
1. Језгро и шупљина калупа
Формирајући део калупа за двоструко убризгавање је у основи исти као и део општег калупа за убризгавање. Разлика је у томе што се ударац калупа за ињектирање у два положаја треба сматрати истим, а конкавни калуп треба добро да сарађује са два ударца. Генерално је ова врста пластичних делова мања.
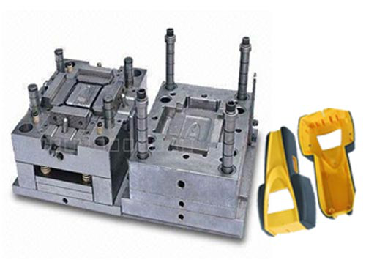
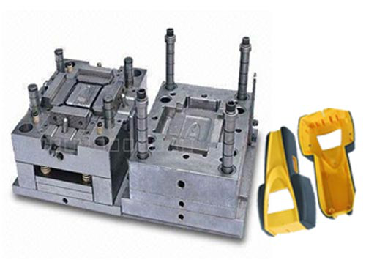
ДУПЛО-ИЊЕКЦИОНИ КАЛУП
2. Механизам избацивања
С обзиром на то да се двобојни пластични делови могу излечити тек након другог убризгавања, механизам за изливање на примарном уређају за убризгавање неће радити. За хоризонтално ротирајућу машину за убризгавање, механизам за избацивање машине за убризгавање може се користити за избацивање избацивања. За вертикално ротирајућу машину за убризгавање не може се користити механизам за избацивање избацивања машине за убризгавање. Механизам за избацивање избацивања избацивања хидрауличним избацивањем може се поставити на ротациони сто.
3. Систем капија
С обзиром на то да је реч о калупу са двоструким убризгавањем, систем за заваривање је подељен на један систем убризгавања и секундарни систем убризгавања, који потичу из два уређаја за бризгање.
4, Конзистентност подлога калупа Будући да је метода двоструког убризгавања у калупе посебна, она треба да сарађује и међусобно се координира, тако да величина и прецизност два пара уређаја за навођење калупа треба да буду доследни. За хоризонтално ротирајуће калупе за убризгавање висина затварања калупа треба да буде иста, а центар два калупа треба да буде на истом радијусу обртања, а разлика је 180. За вертикално ротирајућу машину за бризгање, два пара калупа треба да буде на истој оси.
Развој калупа са двоструким убризгавањем
Из карактеристика и примена вишебојног калупа за бризгање и калупа са двоструким материјалом, може се видети да ће у будућности постојати тренд постепене замене традиционалног поступка бризгања. Иновативна технологија убризгавања у калупе не само да побољшава прецизност процеса убризгавања, већ и отвара поље процеса убризгавања у калупе. Иновативна опрема и поступци за избацивање довољни су да задовоље све већу потражњу за разноликим, висококвалитетним производима са високом додатом вредношћу.
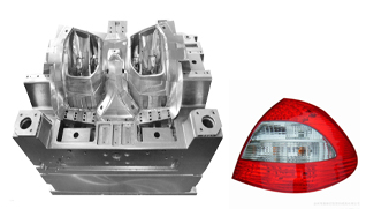
Местецх нуди калупе са двоструким убризгавањем на аутомобилске футроле, ручне шкољке опреме, кућишта звучника, тастере за кључеве, ручке и друге двобојне или два материјална производа годинама, контактирајте нас ако имате потребе.